
You can spend hours comparing brands, reading reviews, and watching YouTube videos about which reciprocating saw blade to buy. But here’s what most people miss: the material your blade is made from matters more than the name on the package.
A $30 carbide blade from a brand you’ve never heard of will outlast a $15 bi-metal blade from a top brand every single time. The material determines how long the blade stays sharp, what it can cut, how much heat it handles, and whether it snaps on the third cut. This guide breaks down the five cutting materials you’ll encounter, HCS, HSS, bi-metal, carbide, and diamond, so you can stop guessing and start buying the right blade for the job.
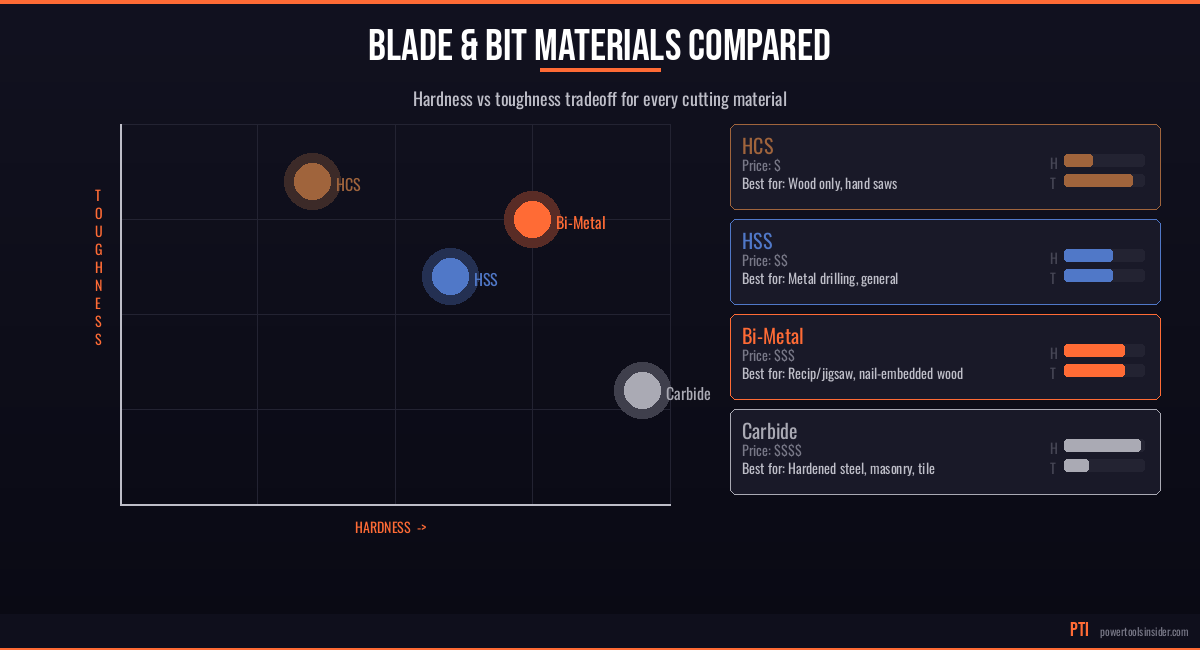
The Five Cutting Materials at a Glance
| Material | Made From | Best For | Durability | Heat Resistance | Cost |
|---|---|---|---|---|---|
| HCS (High Carbon Steel) | Carbon + iron, no alloys | Softwood, PVC, drywall | Low, dulls fast | Poor (softens at ~300°F) | $, cheapest |
| HSS (High Speed Steel) | Steel + tungsten/molybdenum/chromium | General drilling (wood + metal) | Moderate, 3-5x HCS | Good (holds edge to ~1,100°F) | $$ |
| Bi-Metal | HSS teeth welded to spring steel body | Recip saw demolition, nail-embedded wood | High, 10x HCS | Good (HSS teeth handle heat) | $$-$$$ |
| Carbide (Tungsten Carbide) | Tungsten + carbon sintered, brazed to steel | Metal cutting, circular saw blades, abrasive materials | Very High, 50x bi-metal on metal | Excellent (holds edge to ~1,500°F) | $$$-$$$$ |
| Diamond | Industrial diamond bonded to steel substrate | Tile, glass, stone, concrete | Extreme on masonry/tile | Excellent with water cooling | $$$$ |
Durability ratings compare blades cutting their intended materials. A diamond blade won’t help you cut wood any better than HCS.
High Carbon Steel (HCS)
High carbon steel is the simplest and oldest cutting material. It’s just iron with extra carbon, typically 0.6% to 1.5%, and zero fancy alloys. That extra carbon lets the steel be hardened to around 55-60 HRC (Rockwell C scale), which is hard enough to slice through soft materials cleanly. Think of HCS like a sharp kitchen knife: it cuts beautifully when fresh but needs resharpening after every meal.
HCS blades are the cheapest option on the shelf, and that’s actually an advantage in certain situations. If you’re doing scroll cuts in softwood with a jigsaw, HCS blades flex without snapping, something harder materials struggle with. That flexibility also makes them ideal for tight-radius cuts where a stiffer blade would bind. The trade-off? They dull quickly, especially if you push them through anything harder than pine.
For a detailed breakdown of which blade material works best for specific cuts, check out our oscillating multi-tool blades guide.
When to Use HCS
- Softwood jigsaw cuts (pine, cedar, poplar)
- Scroll and curved cuts where flexibility prevents blade snapping
- PVC, drywall, and soft plastics
- Disposable applications where you’ll toss the blade after the job
When to Avoid HCS
- Hardwood (oak, maple, walnut), dulls almost immediately
- Any metal cutting, the teeth will round off on the first pass
- High-speed cutting applications, HCS softens quickly from friction heat
For a budget-friendly HCS jigsaw blade set, the WORKPRO 25-Piece T-Shank Jig Saw Blade Set (around $13) gives you a variety of T-shank HCS blades for different wood-cutting profiles. At roughly 35 cents per blade, you can afford to swap them frequently, which is exactly how HCS blades should be used.
| Property | HCS Value |
|---|---|
| Composition | Iron + 0.6-1.5% carbon |
| Hardness | 55-60 HRC |
| Heat Tolerance | ~300°F before softening |
| Flexibility | High, bends without snapping |
| Edge Retention | Low, dulls quickly on dense materials |
| Cost | $0.25-$1.00 per blade |
| Common Forms | Jigsaw blades, hand saw blades, scroll saw blades |
High Speed Steel (HSS)
High speed steel is what happens when you take carbon steel and add tungsten, molybdenum, chromium, and vanadium. These alloy additions transform a basic steel into a material that keeps its edge at temperatures up to 1,100°F (600°C), nearly four times the heat tolerance of HCS. The name “high speed” comes from industrial machining: HSS tools could operate at much higher RPMs than plain carbon steel without losing their temper (literally, “temper” is the metallurgical term for hardness).
HSS is the workhorse material behind almost every twist drill bit you’ll find at the hardware store. When you grab a set of drill bits labeled “HSS” or “high speed steel,” you’re getting a general-purpose tool that handles wood, soft metals, and plastics without complaint. Most HSS drill bits run 62-65 HRC hardness, which is meaningfully harder than HCS while retaining enough toughness that the bits don’t shatter on impact.
When to Use HSS
- General-purpose drilling in wood, soft metal, and plastic
- Standard twist drill bits for most DIY tasks
- Step bits for sheet metal and electrical boxes
- Any drilling where you need one bit to handle multiple materials
When to Avoid HSS
- Hardened steel or stainless steel, HSS dulls quickly on these
- Concrete, tile, or masonry, totally wrong material for the job
- Extended metal-cutting production, carbide holds up much longer
HSS is also the base material for most coated drill bits. Titanium nitride (TiN), black oxide, and cobalt coatings all start with an HSS core and add surface treatments to improve heat resistance and hardness. The coating matters, but only because the HSS underneath provides the fundamental toughness. We cover coatings in depth in our drill bit coatings guide.
For a reliable HSS drill bit set, the DEWALT DW1361 Titanium Pilot Point 21-Piece Set (around $30) is one of the best-selling sets on Amazon for good reason. The pilot point tips reduce walking on smooth surfaces, and the titanium nitride coating extends the already-solid HSS life. This set covers 1/16″ to 1/2″ in common increments, enough for 95% of DIY drilling tasks.
| Property | HSS Value |
|---|---|
| Composition | Iron + carbon + tungsten + molybdenum + chromium + vanadium |
| Hardness | 62-65 HRC (up to 67 HRC for M42 cobalt grades) |
| Heat Tolerance | ~1,100°F (600°C) before softening |
| Flexibility | Moderate, more brittle than HCS |
| Edge Retention | Good, 3-5x longer than HCS |
| Cost | $1-$3 per bit (standard), $3-$8 per bit (cobalt/coated) |
| Common Forms | Twist drill bits, step bits, hole saws, some jigsaw blades |
Bi-Metal
Bi-metal is arguably the most clever engineering solution in the cutting tool world. Take an HSS strip, hard enough to cut metal, and electron-beam weld it to a spring steel body that’s flexible enough to bend without breaking. You get teeth that stay sharp and a body that absorbs vibration and impact. It’s why bi-metal dominates the reciprocating saw blade and jigsaw blade markets.
The “electron-beam welded” part isn’t marketing fluff. The weld fuses the HSS cutting edge to the spring steel back at the molecular level, creating a bond stronger than either material alone. This means you can bend a bi-metal recip blade almost 90 degrees without it snapping, try that with a carbide blade and you’ll have two pieces of expensive metal shrapnel.
Bi-metal blades are the workhorse choice for demolition and general cutting. See our reciprocating saw blades guide for specific product recommendations.
Why Bi-Metal Dominates Recip and Jigsaw Blades
Reciprocating saws and jigsaws share a common problem: the blade moves back and forth rapidly while being pushed into the material at an angle. This creates enormous stress at the blade root. A purely hard blade (like solid HSS or carbide) can’t flex with the motion and eventually cracks from fatigue. A purely flexible blade (like HCS) bends fine but the teeth round off in minutes. Bi-metal solves both problems simultaneously.
When to Use Bi-Metal
- Reciprocating saw demolition, cutting through nail-embedded wood, framing, old construction
- Jigsaw cutting in mixed materials or hardwoods
- General-purpose cutting where you might hit nails or screws unexpectedly
- Hacksaw blades for metal cutting by hand
When to Avoid Bi-Metal
- Stainless steel or hardened steel, the HSS teeth will dull; step up to carbide
- Softwood-only cuts, HCS is cheaper and cuts just as well in pine
- Tile, stone, or concrete, wrong material entirely (you need diamond)
The industry standard for bi-metal recip blades is the DEWALT DW4898 10-Piece Bi-Metal Reciprocating Saw Blade Set (around $20). It includes a mix of 6 TPI wood-cutting and 18 TPI metal-cutting blades in 6″ and 9″ lengths. For jigsaw work, the Bosch T18CHCL 18-Piece T-Shank Set (around $20) is the gold standard, it includes HCS, HSS, and bi-metal blades sorted by application, so you always grab the right one.
| Property | Bi-Metal Value |
|---|---|
| Composition | HSS cutting edge + spring steel (HCS) body |
| Teeth Hardness | 62-65 HRC (HSS teeth) |
| Body Hardness | 45-50 HRC (flexible spring steel) |
| Heat Tolerance | ~1,100°F at cutting edge |
| Flexibility | Very high, bends without breaking |
| Edge Retention | Good, 10x longer life than HCS |
| Cost | $2-$5 per blade |
| Common Forms | Recip saw blades, jigsaw blades, hacksaw blades, hole saws, oscillating tool blades |
Carbide (Tungsten Carbide)
Carbide is where cutting materials get serious. Tungsten carbide is made by sintering (heating and compressing) tungsten and carbon powders at extreme temperatures, around 2,550°F (1,400°C). The result is a material that hits 88-93 HRA (Rockwell A scale) on the hardness chart, which translates to roughly 75-80 HRC. To put that in perspective: carbide is nearly twice as hard as the HSS teeth on a bi-metal blade. Think of it like a ceramic knife, stays sharp seemingly forever, but chips if you abuse it.
You’ll encounter carbide in three main forms on cutting tools:
- Carbide-tipped (TCT): Small carbide teeth brazed onto a steel blade body. This is how virtually every circular saw blade, miter saw blade, and table saw blade is made. The steel body handles the spinning stress while the carbide tips do the cutting.
- Solid carbide: The entire cutting tool is carbide. Common in CNC router bits and specialty drill bits. Extremely hard and precise but very brittle.
- Carbide-grit: Carbide particles bonded to a steel surface, similar to how diamond tools work. Used on oscillating tool blades for cutting tile or grout.
When to Use Carbide
- Circular saw, miter saw, and table saw blades (almost all are carbide-tipped)
- Cutting stainless steel, cast iron, or hardened metals
- Demolition with heavy nail encounters, carbide teeth survive nails that destroy bi-metal
- Long production runs where blade changes waste time and money
When to Avoid Carbide
- Reciprocating saw work in tight spaces, carbide blades can’t flex and will snap if bent
- Budget jobs where a bi-metal blade does the work fine
- Tile, stone, or glass, you still need diamond for those
For carbide reciprocating saw blades, you have two excellent options depending on brand preference. The Diablo Steel Demon/Demo Demon 5-Piece Carbide Variety Pack (around $30) on Amazon includes both metal-cutting and nail-embedded-wood blades, it’s the best way to try carbide recip blades without committing to a single type. If you’re in the Milwaukee ecosystem, the Milwaukee SAWZALL Carbide 5-Piece Demolition Set at Home Depot delivers the same carbide performance with Milwaukee’s TORCH technology.
For circular saw blades, the Diablo D1060X 10″ 60-Tooth Fine Finish Blade (around $35) is a shop staple. The carbide tips stay sharp through hundreds of crosscuts, and the laser-cut body reduces vibration. If you’ve never used a Diablo blade on your miter saw, you’ll wonder why you ever bothered with the blade that came with the tool.
| Property | Carbide Value |
|---|---|
| Composition | Tungsten + carbon (sintered), cobalt binder, brazed to steel body |
| Hardness | 88-93 HRA (~75-80 HRC equivalent) |
| Heat Tolerance | ~1,500°F (800°C+) before softening |
| Flexibility | None, brittle, will chip or snap if bent |
| Edge Retention | Excellent, 20-50x longer than bi-metal on metal |
| Cost | $6-$15 per recip blade; $25-$60 per circular saw blade |
| Common Forms | Circular/miter/table saw blades, recip blades, router bits, hole saws |
Diamond
When nothing else can make the cut, literally, diamond steps in. Diamond cutting tools use industrial-grade diamond particles (not gemstones) bonded to a steel substrate. Diamond is the hardest known natural material at 10 on the Mohs scale, which means it can scratch and cut through anything: porcelain, ceramic tile, glass, granite, marble, and concrete. No carbide blade touches these materials without destroying itself.
You’ll find diamond tools in three manufacturing styles, each with different performance characteristics:
- Sintered diamond: Diamond particles mixed into a metal powder matrix and heated under pressure. As the surface wears, new diamond particles are exposed. Longest lasting, best for hard materials like granite. Most expensive.
- Electroplated diamond: A single layer of diamond particles bonded to steel via nickel electroplating. Very aggressive cut when new but shorter life since there’s only one layer of diamond. Good for softer stone and tile.
- Vacuum-brazed diamond: Diamond particles brazed to steel with a nickel-chromium alloy. More diamond exposure than sintered, higher cutting speed, moderate life. Great middle ground for tile and porcelain.
When to Use Diamond
- Drilling holes in ceramic or porcelain tile
- Cutting glass (bottles, mirrors, shower doors)
- Stone and granite countertop work
- Concrete drilling and cutting
- Marble, slate, and natural stone
When to Avoid Diamond
- Wood, metal, or plastic, diamond doesn’t help and you’re wasting money
- Dry cutting without water cooling (most diamond tools need water to prevent overheating and dust)
- Impact applications, diamond particles can detach from the substrate under shock loads
For hole saw kits aimed at tile and glass work, the Drilax 10-Piece Diamond Hole Saw Set (around $30) covers sizes from 1/4″ to 2″, the range you need for most tile faucet and fixture installations. These are electroplated diamond on steel, so they cut aggressively. Run them with water (even a damp sponge held against the cut helps) and they’ll last through dozens of holes in porcelain tile.
| Property | Diamond Value |
|---|---|
| Composition | Industrial diamond particles bonded to steel substrate |
| Hardness | 10 Mohs / ~98+ HRA (diamond particles themselves) |
| Heat Tolerance | High (with water cooling); diamond degrades above 1,400°F in air |
| Flexibility | None, rigid steel core |
| Edge Retention | Excellent on masonry/tile; not applicable to wood/metal |
| Cost | $3-$10 per drill bit; $15-$50 per hole saw; $20-$100+ per cutting blade |
| Common Forms | Tile drill bits, hole saws, concrete saw blades, glass cutters, angle grinder blades |
Material Selection Cheat Sheet
Stop overthinking it. Match your material to the job and move on.
| Your Job | Material to Buy | Why |
|---|---|---|
| Cutting softwood only (pine, cedar) | HCS | Cheapest, cuts clean, disposable |
| Drilling holes in wood and soft metal | HSS (coated preferred) | Versatile, affordable, handles heat |
| Recip saw demolition (nail-embedded wood) | Bi-Metal or Carbide | Bi-metal flexes; carbide lasts longer but costs more |
| Cutting stainless steel or cast iron | Carbide | Only material hard enough to survive hardened metals |
| Circular saw crosscuts in wood | Carbide-tipped (TCT) | Industry standard; virtually all circular saw blades are carbide |
| Cutting tile, porcelain, or glass | Diamond | Nothing else can cut these materials effectively |
| Cutting concrete or stone | Diamond | Sintered diamond for longest life on hard masonry |
| General DIY (mixed tasks, limited budget) | HSS bits + Bi-Metal blades | Best bang-for-buck versatility across materials |
Is Carbide Worth the Extra Money?
This is the question everyone asks at the blade aisle, usually while holding a $5 bi-metal recip blade in one hand and a $12 carbide blade in the other. Let’s do the math.
A standard bi-metal reciprocating saw blade cutting through nail-embedded 2x4s will typically last about 15-25 cuts before the teeth are too dull to be productive. Call it 20 cuts at $5 per blade. That’s $0.25 per cut.
A carbide-tipped recip blade doing the same work will last 200+ cuts before the teeth wear down. At $12 per blade, that’s $0.06 per cut, roughly one-quarter the cost of bi-metal, per cut.
| Metric | Bi-Metal Blade | Carbide Blade |
|---|---|---|
| Purchase Price | ~$5 | ~$12 |
| Cuts per Blade (nail-embedded wood) | ~20 | ~200 |
| Cost per Cut | $0.25 | $0.06 |
| Blade Changes per 200 Cuts | 10 blade changes | 1 blade change |
| Total Cost for 200 Cuts | $50 (10 blades) | $12 (1 blade) |
The math is overwhelming once you factor in blade change time. Every time you swap a dull blade, that’s 30-60 seconds of downtime. Over 200 cuts, that’s 10 blade changes with bi-metal versus one with carbide. On a demolition job where you’re cutting all day, carbide pays for itself before lunch.
The verdict: If you cut metal or nail-embedded wood regularly, carbide saves money long-term. If you do occasional DIY work and cut softwood most of the time, bi-metal (or even HCS for jigsaw work) is perfectly fine. Don’t buy carbide to cut clean pine, that’s like buying a Ferrari to go grocery shopping.
Now that you understand blade and bit materials, check out our Best Drill Bit Sets 2026 guide to see which bit materials work best for your projects.
What Are Saw Blades Made Of?
The short answer: it depends on what the blade is designed to cut. Circular saw blades, jigsaw blades, reciprocating saw blades, and miter saw blades all use different materials optimized for different tasks. Here’s a definitive breakdown by blade type.
Circular Saw Blades: Tungsten Carbide-Tipped (TCT)
Virtually every circular saw blade sold today is tungsten carbide-tipped (TCT). The blade body is a hardened steel plate; the cutting teeth are individual carbide segments brazed onto the tips. Carbide maintains its cutting edge at the 4,500-5,500 RPM speeds circular saws generate and handles the heat that would quickly destroy a plain steel blade. A quality TCT circular saw blade will make thousands of cuts through wood before needing sharpening.
The carbide grade matters: blades for hardwood use finer-grain, harder carbide. Framing blades use tougher (more cobalt-rich) carbide to handle embedded nails. See our guide to carbide grades for the full breakdown on what separates a $15 blade from a $60 one.
Jigsaw and Reciprocating Saw Blades: HCS or Bi-Metal
These blades need to flex without snapping, which rules out rigid carbide for most applications. Standard jigsaw blades are HCS (High Carbon Steel), cheap, flexible, and sharp when fresh, but they dull fast. For demolition and nail-embedded wood, bi-metal blades weld HSS (High Speed Steel) teeth onto a spring-steel body: the HSS teeth stay sharp 5-10x longer while the spring steel absorbs the bending stress that would snap a pure HSS blade.
Miter Saw Blades: Carbide-Tipped, High Tooth Count
Miter saw blades are also TCT carbide, but optimized for precision crosscuts with higher tooth counts (60-80T for finish work vs. 24-40T for ripping). The carbide often uses a triple-chip grind (TCG) geometry for clean cuts in hardwood, melamine, and finished lumber.
Masonry and Tile Blades: Diamond Abrasive
Concrete, tile, brick, and stone require diamond-tipped blades, industrial diamond particles bonded to a steel substrate. Diamond blades abrade rather than cut. They require water cooling for tile and ceramic, but dry-cut diamond blades handle concrete and masonry. No carbide or steel blade would survive masonry for more than a few seconds.
Material Matrix: Which Blade for Each Job
| What You’re Cutting | Blade Material | Why It Works |
|---|---|---|
| Softwood framing lumber | TCT Carbide (24T) | Fast ripping; carbide survives knots and resin |
| Hardwood (oak, maple, cherry) | TCT Carbide (60-80T) | High tooth count prevents tear-out and burning |
| Plywood and sheet goods | TCT Carbide (40-60T) | Reduces tear-out on veneers and laminates |
| Jigsaw curves in softwood | HCS | Flexibility for tight radii; cheap for scroll work |
| Demolition, nail-embedded wood | Bi-Metal | HSS teeth survive nails; spring body won’t snap |
| Metal (steel, aluminum) | Bi-Metal or TCT metal-specific | Heat resistance required; dedicated metal geometry |
| Tile and ceramic | Diamond (wet cut) | Carbide shatters on masonry; diamond abrades cleanly |
| Concrete and masonry | Diamond (dry or wet) | Only material hard enough to cut concrete reliably |
For specific saw blade recommendations matched to your saw type and material, see our best saw blades 2026 roundup.
Frequently Asked Questions
What is HCS material in saw blades?
HCS (High Carbon Steel) is a flexible blade material best for cutting softer materials like wood, drywall, and plastic. HCS blades are affordable and resist breaking when flexed, making them ideal for curved cuts in soft materials. However, they dull quickly when cutting metal or abrasive materials.
What’s the difference between HCS and bi-metal blades?
Bi-metal blades combine HCS flexibility with HSS cutting teeth, making them more versatile than pure HCS. While HCS blades are limited to soft materials, bi-metal blades can cut wood, metal, plastics, and composites. Bi-metal blades cost 2-3x more but last significantly longer and handle tougher materials.
When should I use carbide-tipped blades?
Use carbide-tipped blades for cutting highly abrasive materials like cement board, fiberglass, cast iron, stainless steel, or masonry. Carbide tips stay sharp 10-50x longer than HSS in abrasive applications. They’re the most expensive blade type but essential for materials that would destroy standard blades in minutes.
Additional Material Questions
What’s the difference between carbide-tipped and solid carbide?
Carbide-tipped (TCT) tools have small carbide teeth brazed onto a steel body. The steel handles structural stress while the carbide does the cutting. Solid carbide tools are made entirely of carbide material. Solid carbide is harder and more precise but far more brittle and expensive. Most DIYers only encounter carbide-tipped tools. Solid carbide is mainly used in CNC machining and specialty applications.
Can I use HCS blades on hardwood?
Technically yes, but the blade will dull very quickly. HCS lacks the alloys that help maintain edge hardness under the friction heat generated by dense wood fibers. You’ll get a few cuts in oak or maple before the blade becomes useless. For hardwood, step up to bi-metal jigsaw blades or carbide-tipped circular saw blades.
Why are all circular saw blades carbide?
Circular saw blades spin at 3,000-5,000 RPM, generating enormous friction heat at each tooth. HCS and plain HSS would soften and dull within minutes at those speeds. Carbide-tipped teeth handle the heat while maintaining their edge through hundreds of cuts. The steel blade body provides the structural support and vibration dampening. This combination of carbide tips on a steel body is so effective that non-carbide circular saw blades have been essentially obsolete for decades.
Do bi-metal blades work on stainless steel?
Bi-metal blades can cut thin stainless steel but will dull quickly on thicker stock. The HSS teeth on a bi-metal blade top out around 62-65 HRC, while stainless steel work-hardens during cutting, making each successive pass more difficult. For anything thicker than 1/8 inch stainless, carbide-tipped blades are strongly recommended. They last 20-50 times longer on stainless than bi-metal.
How can I tell what material my blade is?
Check the blade stamping or packaging. Most blades are marked with HCS, HSS, BIM (bi-metal), or TCT (carbide-tipped). If there is no marking, look at the teeth: bi-metal blades have a visible weld line where the HSS teeth meet the spring steel body. Carbide blades have distinct silver-grey teeth that look brazed on. HCS blades are uniform in color with no visible weld lines. Diamond tools are obvious from the sparkly, rough-textured cutting surface.
Is carbide the same as tungsten?
No. Tungsten is a pure metal element. Tungsten carbide is a compound made by sintering tungsten and carbon powders together at extreme heat, usually with a cobalt binder. Pure tungsten is hard but not nearly as hard or wear-resistant as tungsten carbide. When tool manufacturers say “carbide,” they almost always mean tungsten carbide specifically. The terms are often used interchangeably in marketing, but they are different materials.
HCS vs bi-metal blades: which is better?
Bi-metal is better for almost every situation except scroll cuts in soft materials. HCS blades are cheaper and flex better for tight-radius jigsaw cuts in softwood, PVC, and drywall. But bi-metal blades last 10x longer, handle wood, metal, and composites without swapping blades, and can take the abuse of hitting an occasional nail or screw. Unless you are doing dedicated scroll work in softwood where blade snap is a concern, pay the extra dollar or two per blade and go bi-metal.
How much longer does bi-metal last compared to HCS?
Bi-metal blades last roughly 5-10x longer than HCS in equivalent applications. In a reciprocating saw cutting mixed demolition debris (wood, nails, conduit), an HCS blade may survive 20-30 cuts before it becomes useless. A bi-metal blade in the same application will handle 150-300 cuts. The HSS teeth on bi-metal stay hard at higher temperatures, so the blade keeps cutting long after HCS would have softened and dulled. In actual cost per cut, bi-metal is almost always cheaper despite the higher sticker price.
When should I upgrade from HCS to bi-metal blades?
Upgrade from HCS to bi-metal when: (1) you are cutting hardwood like oak, maple, or cherry, HCS dulls within minutes; (2) you might hit any metal like nails, staples, or screws, HCS teeth will snap; (3) you are doing demolition work where materials are unknown; (4) you are cutting PVC pipe thicker than 1 inch; (5) you are burning through HCS blades faster than expected. The price difference is typically $0.50-2.00 per blade, a worthwhile upgrade any time the job demands more than softwood cuts.
What is the difference between HCS and bimetal blades?
HCS (High Carbon Steel) blades are made from a single piece of carbon-alloy steel, cheap, flexible, but dull quickly. Bi-metal blades weld HSS (High Speed Steel) teeth onto a spring steel body. The HSS teeth stay sharp 5-10x longer while the spring steel body resists breaking. In practice: use HCS for scroll cuts in softwood where blade flex matters; use bi-metal for virtually everything else, hardwood, metal, demolition, or any job where blade life matters.
What is HCS material?
HCS stands for High Carbon Steel, a steel alloy with 0.6 to 1.5 percent carbon content. That extra carbon makes it harder than standard mild steel, which is enough to stay sharp cutting softwood and plastic. The drawback: HCS softens rapidly under the heat of high-speed cutting, so it fails fast on hardwood, metal, or any dense material. Modern HCS blades are mostly found in jigsaws for fine scroll work in softwood and thin PVC, where the low price and flexibility outweigh the short lifespan.
What are saw blades made of?
Saw blades use different materials depending on the application. Budget jigsaw and reciprocating saw blades are typically HCS (High Carbon Steel). Better-quality blades for those tools are bi-metal, spring steel body with HSS teeth welded on. Circular saw blades are almost universally carbide-tipped (TCT): a hardened steel plate with tungsten carbide teeth brazed on for heat resistance and long edge life. Diamond blades use industrial diamond segments for cutting tile, concrete, and masonry. The rule: the harder the material you are cutting, the more exotic the blade material needs to be.
Ready to Shop? Our Blade Recommendations
We’ve tested circular saw blades, reciprocating saw blades, and jigsaw blades across brands and materials. Here’s what we actually recommend:
Power Tool Insider is reader-supported. When you buy through links on our site, we may earn an affiliate commission at no extra cost to you. This doesn’t affect our recommendations, we only recommend tools we’d actually use. Full disclosure.
See also: Drill Bit Coatings Decoded: Titanium vs Cobalt vs Black Oxide
See also: Why Do My Drill Bits Keep Breaking? 7 Common Causes
See also: Understanding Carbide: Why Your Saw Blades and Drill Bits Live or Die