That $60 saw blade and the $15 one both say “carbide-tipped” on the packaging. Same tooth count, same diameter, same general description. Yet the expensive one cuts cleanly through 500 sheets of plywood while the cheap one starts leaving burn marks after 50. The difference isn’t marketing, it’s metallurgy. The carbide in those tips varies enormously in composition, grain structure, and manufacturing quality. Understanding those differences is the single best way to stop wasting money on blades and bits that don’t match your work.
This guide breaks down what carbide actually is, how different grades perform, and how to choose the right carbide for whatever you’re cutting.
What Carbide Actually Is
Tungsten carbide (chemical formula: WC) is a compound of tungsten and carbon atoms arranged in a crystalline structure. It’s roughly three times stiffer than steel and approaches the hardness of diamond, sitting around 9 to 9.5 on the Mohs scale compared to diamond’s 10. That extreme hardness is what makes it so good at cutting through other materials without wearing down.
But here’s the catch: pure tungsten carbide is brittle. Drop a solid chunk and it can shatter like ceramic. To make it useful as a cutting tool, manufacturers mix tungsten carbide powder with a binder metal, almost always cobalt (Co). The mixture is then compressed under enormous pressure and heated to around 1,400°C in a process called sintering. The cobalt melts and flows around the tungsten carbide particles, binding them together into a dense, incredibly hard composite.
Think of it like concrete and rebar, but in reverse. The tungsten carbide particles are the aggregate, the hard stuff that does the cutting. The cobalt is the cement that holds it all together and absorbs shock. The ratio between these two components determines virtually everything about how that carbide performs.
Why Cobalt Content Matters
This is the fundamental trade-off in carbide design, and understanding it explains about 80% of why different blades behave so differently:
- More cobalt (8-15%) = tougher, more impact resistant, but softer. The extra binder absorbs shock, so the tips resist chipping when they hit knots, nails, or other surprises. Trade-off: they wear down faster in abrasive materials.
- Less cobalt (3-6%) = harder, more wear resistant, but more brittle. The carbide holds its edge longer when cutting abrasive materials like MDF, particleboard, or hardwood. Trade-off: more likely to chip or crack under impact or lateral force.
This is why a framing blade (high cobalt, tough) survives hitting the occasional nail but dulls quickly in plywood, while a fine-finish blade (low cobalt, hard) gives you glass-smooth cuts in hardwood but chips the moment it touches metal.
Neither is “better.” They’re optimized for different jobs. The expensive blade isn’t always the harder one, sometimes it’s the one with the right cobalt ratio for your specific cutting application.
Carbide Grades Decoded
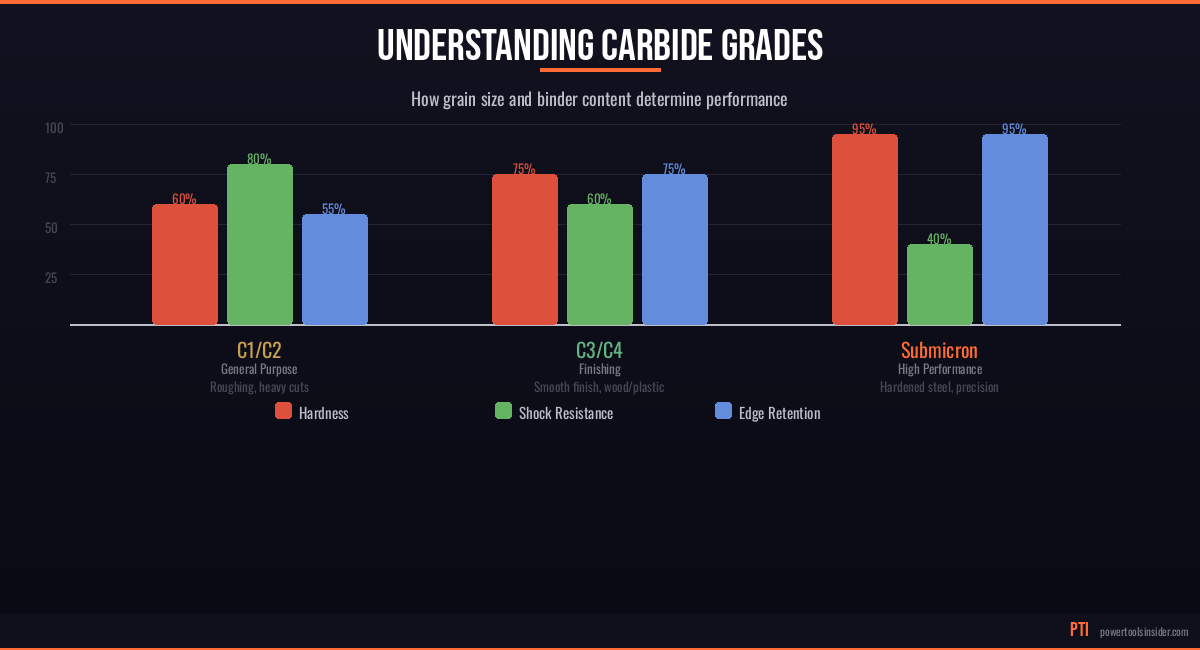
The carbide industry uses two main classification systems. Understanding them helps you compare blades across different manufacturers.
The C-Scale (US System)
The American C-grade system divides carbide into eight grades across two families:
| Grade | Type | Characteristics | Typical Use |
|---|---|---|---|
| C1 | Wear-resistant | Very hard, low cobalt | Roughing cuts on cast iron, abrasive materials |
| C2 | Wear-resistant | Hard, general purpose | Non-ferrous metals (aluminum, brass, copper) |
| C3 | Wear-resistant | Moderate hardness | General woodcutting, most consumer blades |
| C4 | Wear-resistant | Toughest in wear-resistant family | Hardwood, abrasive wood composites |
| C5 | Crater-resistant | High-speed cutting capable | Roughing cuts on steel |
| C6 | Crater-resistant | General purpose steel cutting | Medium-speed steel cutting |
| C7 | Crater-resistant | Finishing steel cuts | High-speed finishing on steel |
| C8 | Crater-resistant | Hardest crater-resistant grade | Precision steel finishing at high speed |
What’s in your saw blade? Most consumer and professional woodcutting blades use C3 or C4 equivalent carbide. C3 is the workhorse, good wear resistance with enough toughness for general use. Premium blades (Freud/Diablo, Forrest) often use C4 or proprietary micro-grain formulations that sit between C3 and C4 but with finer grain structure.
ISO Classification (International System)
The ISO system uses letter codes that correspond roughly to the C-scale:
- K grades (K01-K40): Map to C1-C4. For cast iron, non-ferrous metals, wood, composites.
- P grades (P01-P50): Map to C5-C8. For steel and steel alloys where crater wear is the concern.
- M grades: Universal grades that work across both categories, compromise between K and P.
Micro-Grain vs Standard Grain
Within any grade, grain size makes a huge difference. Standard carbide has tungsten carbide particles roughly 1-5 micrometers across. Micro-grain carbide (sometimes called “sub-micron”) uses particles under 1 micrometer.
Why does this matter?
- Finer grain = sharper edge. Smaller particles allow a more precise cutting edge, producing cleaner cuts with less tearout.
- Finer grain = better finish. The cutting surface is smoother at the microscopic level.
- Finer grain = more brittle. The same trade-off again: the sharper edge is also more delicate.
This is why premium finish blades (80-tooth, ATB grind) almost always use micro-grain carbide. They’re designed for controlled cuts in a table saw or miter saw where lateral force is minimal, exactly the conditions where micro-grain excels. You wouldn’t want micro-grain on a demolition recip blade that’s going to flex and twist.
Carbide-Tipped vs Solid Carbide vs Carbide-Grit
Not all “carbide” products are built the same way. There are three fundamentally different constructions:
Carbide-Tipped
Small carbide tips are brazed (silver-soldered) onto a steel blade body. This is the most common construction for saw blades, router bits, and some drill bits. The steel body provides flexibility and shock absorption, while the carbide tips handle the actual cutting.
Advantages: Cheaper than solid carbide. The steel body absorbs vibration. Individual tips can be resharpened or replaced.
Limitations: The braze joint is a potential failure point, overheating can weaken it and send a tip flying. The tip geometry is limited by what can be brazed onto a tooth.
Examples: Circular saw blades, miter saw blades, table saw blades, most router bits, masonry drill bits.
Solid Carbide
The entire cutting tool is made from sintered carbide, no steel body. This allows for more precise geometry and better rigidity, but the tool is expensive and will shatter if misused.
Advantages: Superior rigidity and precision. Can hold tighter tolerances. Runs at much higher speeds than HSS or carbide-tipped tools.
Limitations: Expensive, typically 3-5x the price of equivalent carbide-tipped or HSS tools. Brittle if subjected to lateral force or interrupted cuts.
Examples: CNC end mills, precision drill bits, miniature router bits, engraving bits.
Carbide-Grit
Carbide particles are bonded to a steel surface using a brazing alloy. Instead of a defined cutting edge, the tool cuts by abrasion, like sandpaper made from tungsten carbide. For a broader comparison of how these cutting materials stack up against each other, see our guide on carbide vs bi-metal vs HSS blade and bit materials.
Advantages: Cuts materials that would destroy conventional teeth, tile, fiberglass, cement board, cast iron. No teeth to break off.
Limitations: Rough cut quality. Slow cutting speed compared to toothed blades. Cannot be resharpened.
Examples: Carbide-grit reciprocating saw blades, carbide-grit hole saws, tile cutting blades, oscillating multi-tool blades.
Cermet: The Next Generation
Cermet (ceramic + metal) is a newer class of cutting material that’s showing up in premium saw blades. The most common type uses titanium carbonitride (TiCN) particles instead of tungsten carbide, bonded with nickel or cobalt.
Cermet is harder than standard carbide and more chemically stable at high temperatures. This means:
- Longer edge life, cermet blades can outlast carbide by 3-5x in the right application.
- Better heat resistance, the cutting edge stays sharp at temperatures that would soften cobalt-bonded carbide.
- Cleaner cuts, the harder material produces less friction and less heat buildup at the cut.
The catch: Cermet is more brittle than carbide and costs 2-3x as much. It also performs poorly in interrupted cuts or when the blade encounters unexpected materials (nails, screws, staples).
When cermet is worth it: High-volume finish cutting where you’re making hundreds of identical cuts in the same material. Cabinet shops cutting melamine or laminate all day. Production environments where blade changes cost time and money. For occasional weekend projects, standard micro-grain carbide is a better value.
Why Carbide Tips Break
Carbide tips don’t just “wear out”, they fail in specific ways for specific reasons. Understanding the five main failure modes helps you prevent them:
1. Lateral Force
Carbide is extremely strong in compression but weak in tension and shear. When a blade flexes sideways during a cut, binding, twisting, or pushing the workpiece into the blade from the side, the tip experiences shear force it wasn’t designed to handle. Result: the tip cracks or snaps clean off.
Prevention: Use proper blade guards and riving knives. Don’t force the cut. Make sure your fence is parallel to the blade. On miter saws, let the blade reach full speed before cutting.
2. Overheating
Cobalt, the binder holding the carbide together, starts losing its structural integrity around 500°C. At high enough temperatures, the cobalt essentially softens, and the tungsten carbide particles lose their bond. The tip doesn’t shatter; it erodes rapidly, with chunks of carbide pulling out of the weakened binder.
Prevention: Don’t push the cut faster than the blade can clear chips. Use the correct blade speed for the material. In metal cutting, use appropriate lubricant or coolant. If you see bluing on the steel body near the tips, you’ve overheated the blade.
3. Impact with Metal
Hitting a nail, screw, or staple creates a massive instantaneous shock load on a single tooth. The carbide tip, designed for steady cutting pressure across its entire edge, instead takes a point impact that exceeds its fracture toughness. The tip chips or shatters.
Prevention: Use a metal detector on reclaimed lumber. For demolition work, switch to a carbide-tipped recip blade or a blade specifically designed for nail-embedded wood, these use tougher (higher cobalt) carbide and thicker tips.
4. Wrong Feed Rate
Too fast: the tooth takes too large a bite, overloading it. Too slow: the tooth rubs instead of cutting, generating friction heat (see #2). There’s a sweet spot for every combination of blade, material, and RPM.
Prevention: Let the blade do the cutting. Feed at a steady, moderate rate. If the motor bogs down, you’re feeding too fast. If you smell burning wood, you’re feeding too slow or your blade is dull. Understanding TPI and tooth geometry helps you dial in the right approach for your blade type.
5. Wrong Blade for the Material
Using a fine-finish blade (low cobalt, micro-grain) on nail-embedded lumber. Using a framing blade on melamine. Using a wood blade on aluminum. Each of these mismatches puts the carbide in conditions it wasn’t designed for. This is the most common cause of premature carbide failure among DIYers.
Prevention: Match the blade to the material. Use the selection guide below.
The Carbide Selection Guide
This table gives you a starting point for matching carbide type and blade configuration to your cutting material:
| Material | Carbide Type | Recommended Grind | Notes |
|---|---|---|---|
| Softwood (pine, cedar, spruce) | Standard C3 | ATB, 24-40 teeth | Forgiving material. Standard carbide works fine. More teeth = cleaner cut. |
| Hardwood (oak, maple, walnut) | Micro-grain C4 | ATB, 40-80 teeth | Abrasive fibers wear standard carbide fast. Micro-grain holds the edge longer and cuts cleaner. |
| Plywood / MDF / Particleboard | Micro-grain C3-C4 | ATB/R, 60-80 teeth | Glue in plywood and resin in MDF are extremely abrasive. Micro-grain is essential for longevity. |
| Melamine / Laminate | Micro-grain C4 | TCG, 80+ teeth | TCG grind prevents chipping on the brittle surface layer. High tooth count for clean edges. |
| Aluminum / Non-ferrous metal | C2 carbide | TCG, 60-80 teeth | Non-ferrous specialist. Use wax lubricant. Never use a ferrous metal blade. |
| Mild Steel / Metal studs | Cermet or C5+ carbide | TCG, 48-60 teeth | Slow RPM mandatory. Dry-cut ferrous blades only. Do not use wood blades. |
| Nail-embedded wood | High-cobalt C3 | ATB, 24 teeth | Thick tips with more cobalt survive nail impacts. Accept rougher cuts. |
| Concrete / Masonry | Carbide-tipped masonry | Dedicated masonry bits | Completely different tool category. Use masonry drill bits or diamond blades. |
| Tile / Stone | Carbide-grit or diamond | Grit-edge blades | No teeth, abrasive cutting only. Diamond is preferred for hard tile. |
How to Tell Quality Carbide from Cheap Carbide
You can’t measure cobalt content in the store, but there are reliable indicators:
- Tip size matters. Compare the carbide tips on a cheap blade vs a premium one. More carbide per tooth means more resharpening life and better heat dissipation. Thin, tiny tips are a sign of cost-cutting.
- Braze quality. Look at the joint where the tip meets the steel body. Premium blades have clean, consistent braze lines. Cheap blades often have visible gaps, excess solder, or uneven joints, all potential failure points.
- Grind precision. Hold the blade up and sight along the teeth. On a quality blade, every tooth is ground to identical angles. On cheap blades, you’ll see variation. Inconsistent grind means inconsistent cut quality and uneven wear.
- The brand’s published specs. Manufacturers like Freud, Forrest, and Tenryu publish their carbide specifications, grain size, grade, cobalt percentage. If a manufacturer won’t tell you what’s in their tips, that’s not a good sign.
- Price per tooth. Calculate the cost per tooth when comparing blades of the same size. A 60-tooth blade at $45 ($0.75/tooth) vs a 60-tooth at $18 ($0.30/tooth), that price difference is largely in the carbide quality.
Caring for Carbide
Good carbide lasts dramatically longer with basic maintenance:
- Clean after use. Pitch and resin buildup on carbide tips increases friction, which increases heat, which accelerates wear. A quick wipe with a blade cleaning solution after heavy use prevents buildup. This applies to both saw blades and coated drill bits, keeping cutting surfaces clean extends the life of any coating or carbide edge.
- Sharpen before it’s too late. Carbide can be resharpened, but only if there’s enough material left. Most carbide-tipped blades can be sharpened 3-5 times before the tips are too small. A professional sharpening service costs $15-25 for a 10″ blade, far less than replacement.
- Store properly. Carbide tips chip easily from blade-on-blade contact. Use blade cases or hang blades individually. Never toss a carbide blade loose in a toolbox.
- Inspect regularly. Check tips before each use. A single chipped tooth ruins cut quality and puts extra load on adjacent teeth, accelerating their wear. Replace or resharpen at the first sign of chipping.
Frequently Asked Questions
Is carbide the same as tungsten?
No. Tungsten is a pure metal element. Tungsten carbide is a compound of tungsten and carbon, a completely different material with different properties. Pure tungsten is ductile and relatively soft for a refractory metal. Tungsten carbide is extremely hard and brittle. When people say “carbide” in the context of cutting tools, they mean tungsten carbide bonded with cobalt, not pure tungsten.
Can I sharpen carbide blades myself?
Technically yes, but practically it requires a diamond grinding wheel and a dedicated sharpening jig to maintain consistent angles. Most people are better off using a professional sharpening service. It typically costs $15-25 for a standard 10″ blade and the results are far more consistent than hand sharpening. Solid carbide bits (like router bits) are even harder to sharpen by hand and almost always require professional service.
Why does my blade work fine on pine but chip on oak?
Oak and other hardwoods have dense, abrasive grain structures that put far more stress on carbide tips than softwood. If your blade uses standard-grain C3 carbide (common in general-purpose blades), it’s optimized for the lower demands of softwood. The harder, more abrasive oak fibers can chip the cutting edge, especially if you’re also feeding too fast. For consistent hardwood work, step up to a micro-grain C4 blade with a higher tooth count.
Is more expensive always better carbide?
Not necessarily, it’s about matching the carbide to the job. A $60 micro-grain finish blade is objectively “better” carbide than a $20 framing blade, but it’ll chip to pieces on a demolition job where the $20 blade thrives. The best blade is the one whose carbide grade, grain structure, and tooth geometry match what you’re actually cutting. Spending more on carbide quality absolutely matters when you need it, but overspending on a blade you’ll destroy in the wrong application is just waste.
How long does carbide last?
It depends entirely on what you’re cutting and how. A quality 60-tooth carbide blade cutting clean softwood might make thousands of cuts before needing sharpening. The same blade cutting MDF (which is full of abrasive resin binder) might dull in a few hundred cuts. Metal cutting dulls carbide even faster. Environmental factors matter too: dust, heat, and moisture all accelerate wear.
What’s the difference between TiN-coated and carbide drill bits?
TiN (titanium nitride) is a thin coating applied to the surface of a drill bit, usually an HSS (high-speed steel) bit. Carbide is the base material the bit is made from. They’re completely different things. A TiN-coated HSS bit is still fundamentally a steel bit with a thin hard coating. A solid carbide bit is carbide through and through. The carbide bit is harder and lasts longer, but costs significantly more. For a full breakdown of drill bit coatings and when each one makes sense, see our drill bit coatings guide.
Put the Science to Work: Our Top Picks
Now that you know what separates a good blade from a great one, see which specific blades and bit sets our testers recommend, matched by application.
Related Reading
- Best Drill Bit Sets 2026, our top picks for carbide, cobalt, and titanium bits across every use case
- Pilot Hole Screw Size Chart, quick reference for matching drill bit to screw size when drilling carbide or hardwood
- Best Cordless Drills 2026, the tools that drive the bits
The Bottom Line
Carbide isn’t just “carbide.” The grade, grain structure, cobalt content, and construction method all determine how a blade or bit performs in your specific application. A $15 blade isn’t automatically bad and a $60 blade isn’t automatically good, what matters is whether the carbide matches the job.
The cheat sheet: tough jobs need more cobalt, precision jobs need finer grain, abrasive materials need harder grades. Match those three variables to your work and you’ll stop burning through blades and bits that were never designed for what you were asking them to do.
Now that you understand the material science behind your cutting tools, the next step is understanding how that carbide is shaped. Our guide to TPI, tooth patterns, and blade geometry covers the grind angles, tooth configurations, and tooth counts that turn raw carbide into precision cutting edges. And for the complete picture of how carbide stacks up against other cutting materials, don’t miss our blade and bit materials comparison.
For specific blade recommendations matched to your saw type, check our best saw blades for 2026 roundup.